直线运动零件
导向轴 转轴 导向轴支座

机器人末端
电动夹爪 气动夹爪 柔性夹爪
传动零部件
同步轮 同步带 联轴器
定位零件
固定环 悬臂销/铰链销 分度销/快卸销
电机驱动
伺服电机 伺服/步进线束 步进电机/步进驱动器
气动元件
气源处理元件 气缸 控制阀/汇流板
门部零件/脚轮/脚杯
手柄 把手 手轮
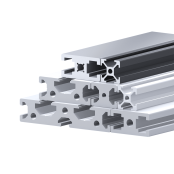
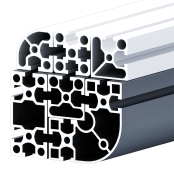
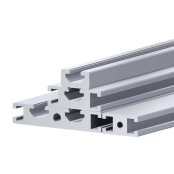
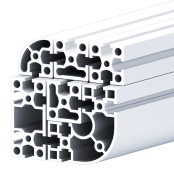
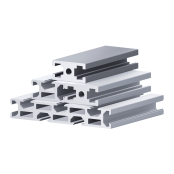
铝型材及配件
铝型材 倍速链系列型材 机械防护栏
-
输送线
输送机 输送机配件
弹簧/磁铁/键
弹簧 氮气弹簧 磁铁
紧固零件
螺钉 螺栓 螺母
低压电气
按钮开关/指示灯/蜂鸣器 断路器/空气开关 插头/插座
工业控制
行程开关 微动开关 PLC
传感器/视觉
光电传感器 光源控制器/光源 视觉传感器/扫码枪/读码器
液压元件
液压油缸
电气辅材
压接端子 护线套 电缆线
模具配件
冲压模具标准件 塑胶模具标准件
工业用材料
聚氨酯类 橡胶类 隔热材料
工具/刀具/夹具
铣刀 丝锥 手动工具
 计算选型
计算选型
铝合金型材螺纹孔加工时注意事项-嘉立创FA官网
浏览量: 1156 发布于: 2025-12-10 13:53:59
一、螺纹孔加工前的准备要求
1. 确保型材壁厚与孔位适用
铝型材通常存在中空腔体,若壁厚不足,会导致螺纹有效圈数不足。加工前应确认是否需要加厚结构或使用螺套、铆螺母。
2. 图纸定位基准准确
孔位基准应以型材截面基准边为参照,误差过大会导致安装件偏斜或组合结构错位。
3. 预钻孔尺寸控制
符合对应螺纹的底孔尺寸,可有效避免攻牙时材料撕裂或螺纹强度不足。
二、攻牙过程中的关键控制点
1. 攻牙速度与扭矩
铝合金材料软且粘性大,攻牙速度宜偏低、扭矩控制适中,避免牙纹压扁或崩牙。
2. 冷却与润滑
使用切削液或专用攻牙油可减少发热,提高切削顺畅度,并延长丝攻寿命。
3. 排屑顺畅性
铝屑黏刀是常见问题,应采用带排屑槽的丝攻,或采用反复进退方式确保牙槽清洁。
4. 螺纹深度一致性
攻牙深度不足会导致锁付不到位;过深会导致底部堆屑或断丝攻,应确保加工深度稳定。
三、加工过程中的结构与变形风险
1. 型材挤压与夹持变形
夹持力不均易导致型材局部压扁或孔位椭圆,应使用软爪或夹持垫片分散压力。
2. 壁薄区域应避免强攻
对薄壁区域不宜直接攻大螺纹,必要时选择螺套、胀铆螺母或自攻螺纹快牙螺钉解决。
3. 支撑不足导致偏心
加工长条型材时应在下方添加支撑,避免振动导致孔轴线偏移或螺纹偏心。
四、加工后的质量检验要求
1. 螺纹规检测
使用通止规检查螺纹完整性与有效深度,确保安装稳定性。
2. 孔口毛刺处理
加工后必须倒角与除毛刺,防止装配时刮伤紧固件或影响螺钉起始定位。
3. 孔位精度复核
对需安装连接件的型材段应重点复测孔位与中心距,避免后续装配误差放大。
4. 表面处理保护
攻牙后如需氧化处理,应注意螺纹口防护,避免氧化膜进入牙底影响装配。
五、常见问题及预防策略
- 螺纹滑扣:多因壁厚不足或攻牙不良,可加螺套或改为铆螺母结构。
- 丝攻断裂:多因排屑不畅或扭矩过大,应调整进退策略并使用优质丝攻。
- 孔位偏差:改善型材定位、夹具治具精度,并减少振动干扰。
- 牙纹粗糙:加强润滑、降低齿面发热并选用适合铝材的丝攻类型。
嘉立创FA-机械电气零部件一站式采购商城,提供零部件同品质1:1低成本选型替代,价格公开透明欢迎比价,现货库存当天发货,自营加工工厂,品质/交期可控。产品涵盖:机械常用零部件、直线运动零件、传动零件、电子电气产品、紧固零件、铝型材等高品质零件。
相关产品
铝合金型材 欧标40系列 槽宽8.2 边长40/80/120/160 A6063-T5 喷砂氧化
型号:TXCL-H6-8080E-L50
铝合金型材 欧标20系列 槽宽6.2 边长20/40/60/80 A6063-T5 喷砂氧化
型号:TXCJ-H7-2020E-L250
铝合金型材 欧标30系列 槽宽8.2 边长30/45/50/60/90/120/150 A6063-T5 喷砂氧化
型号:TXCK-H6-30150-L50
铝合金型材 欧标15系列 槽宽6.5/8.2 1515/1520/1530/1540
型号:TXCE-H6-1530D-L50
铝合金型材 国标40系列 槽宽8.3 边长40/80 A6063-T5 喷砂电泳
型号:TXCQ-4080-L50
通用铝合金型材 10系列 A6063-T5 喷砂氧化 8516/1020/1030/1050
型号:TXCD-H6-8516-L470
铝合金型材 国标30系列 槽宽6.3 边长30/60 A6063-T5 喷砂电泳
型号:TXCP-H6-3030B-L78
通用铝合金型材 20系列 A6063-T5 喷砂氧化 2040M/2040T/20120T
型号:TXCF-H6-2040T-L50
开关传感器安装座系列
型号:TXDG-619-L100-N2
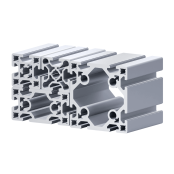
铝合金型材 欧标50系列 槽宽10.2 边长50/100 A6063-T5 喷砂氧化
型号:TXCY-H6-200200J-L50
资讯中心

版权所有 - 深圳嘉立创科技集团股份有限公司 粤ICP备11084592号 粤公网安备44030402005642号 增值电信业务经营许可证粤B2-20201198 ISO/IEC