嘉立创FA是嘉立创集团旗下机械电气零部件采购与工业制造平台,提供机械标准件、自动化元件、电气元件、工业用品采购,以及CNC加工、3D打印、铝型材定制、铝合金壳体、整机制造等服务,为工程师、设备制造企业及工业客户提供一站式采购与制造解决方案。





热门品类
全部分类猜你喜欢
查看更多法兰型直线轴承 标准型 单衬型
型号: LMH25GSUU¥17.81起铝合金型材 欧标20系列 槽宽6.2 边长20/40/60/80 A6063-T5 喷砂氧化
型号: TXCJ-H6-2020-L140¥4.54起斜齿轮 精铣型/研磨型
型号: CCLP-F-1.5-14-B17-P8-L¥44.12起直齿条 压力角20° 孔数固定型 模数1.0/1.5/2.0/2.5/3.0
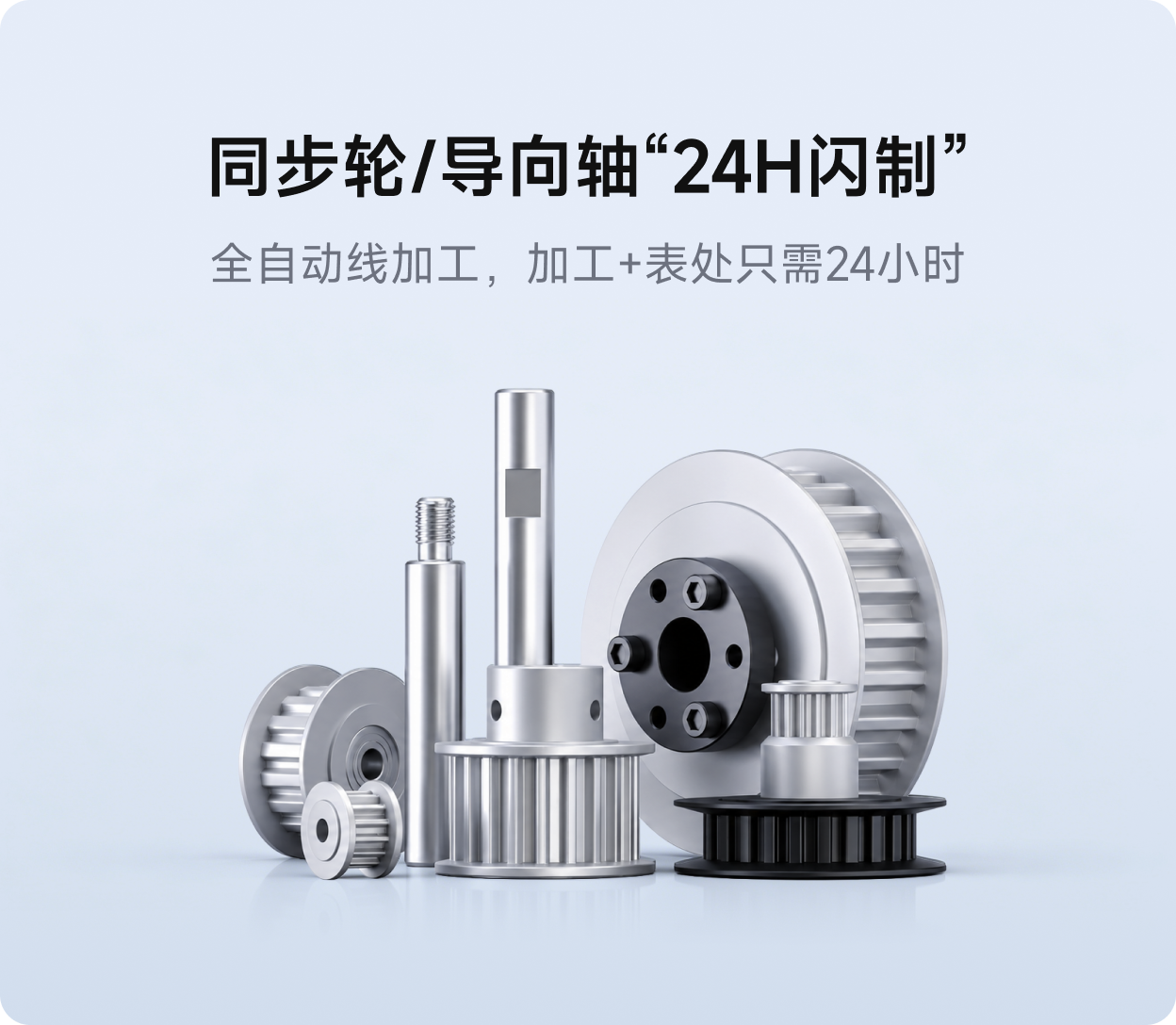
型号: CALB-C2-FP-1.0-ZA-L20¥14.73起高扭矩圆弧齿同步轮 S5M(5.0)
型号: CBTJ-AH2-S5M100-14-A-H-d8-FC¥7.67起铝合金型材 欧标30系列 槽宽8.2 边长30/45/50/60/90/120/150 A6063-T5 喷砂氧化
型号: TXCK-H7-J3060-L70¥4.50起经济型支柱固定夹 同径直交型/异径直交型
型号: FAQF-H2-J6-D10-V8¥3.54起国产 拖链 桥式 内外径打开 静音型
型号: BKLG-G58-F100-R100-N1-BKTG.G58¥34.04起
品牌选型
查看更多精选商品
GB/T93 弹簧垫圈 标准型 弹簧钢/不锈钢
型号: EPDC-S1W-3
¥0.004275起
DIN125/9021/7349 GB848/5287 平垫圈 A级 窄型/标准型/重型/宽型/特大型 碳钢/不锈钢
型号: EPDA-S1W-B-3
¥0.00654起
GB/T894.1 GB/T896 轴用挡圈 C型/E型国标 弹簧钢/不锈钢
型号: EQDB-E1-E-2
¥0.013557起
DIN934 GB6171/6172.1/6175 六角螺母 标准型/薄型/加厚型 碳钢/不锈钢
型号: EMLA-C2D-BL1-M3
¥0.012646起
DIN912 GB/T70.1 内六角圆柱头螺钉 碳钢/不锈钢
型号: EDLA-J9-M3-L16
¥0.03927起
内六角圆柱头三组合螺钉 碳钢/不锈钢
型号: EABA-W-M3-L6
¥0.065266起
GB/T5783 全螺纹六角头螺栓 10.9级/12.9级 碳钢/不锈钢
型号: ESLA-S1-M4-L8
¥0.064879起
O型圈 P系列
型号: AMFP-P5-A65-4
¥0.069027起
单通六角隔离柱 螺纹长度固定型 黄铜/不锈钢
型号: EJLC-M3-L4
¥0.099558起
精密垫片环
型号: APDE-U1-d3-D5-T0.05
¥0.185841起
磁铁 圆形 轴向磁力型
型号: ACTA-B2-D6-L3
¥0.402655起
拉伸弹簧 超轻载型
型号: ATHN-W-P-D2-L10
¥0.41646起
压缩弹簧 外径基准不锈钢型 允许位移量L×70%/允许位移量L×(60~75)%
型号: ATJW-L70-P-D6-L20
¥0.457532起
平键 普通型/淬火型
型号: AJPA-C2-PA-W3-L8
价格详询





