




直线运动零件
导向轴 转轴 导向轴支座

机器人末端
电动夹爪 气动夹爪 柔性夹爪
传动零部件
同步轮 同步带 联轴器
定位零件
固定环 悬臂销/铰链销 分度销/快卸销
电机驱动
伺服电机 伺服/步进线束 步进电机/步进驱动器
气动元件
气源处理元件 气缸 控制阀/汇流板
门部零件/脚轮/脚杯
手柄 把手 手轮
铝型材及配件
铝型材 倍速链系列型材 机械防护栏
-
输送线
输送机 输送机配件
弹簧/磁铁/键
弹簧 氮气弹簧 磁铁
紧固零件
螺钉 螺栓 螺母
低压电气
按钮开关/指示灯/蜂鸣器 断路器/空气开关 插头/插座
工业控制
行程开关 微动开关 PLC
传感器/视觉
光电传感器 光源控制器/光源 视觉传感器/扫码枪/读码器
液压元件
液压油缸
电气辅材
压接端子 护线套 电缆线
模具配件
冲压模具标准件 塑胶模具标准件
工业用材料
聚氨酯类 橡胶类 隔热材料
工具/刀具/夹具
铣刀 丝锥 手动工具


 计算选型
计算选型
怎么检验铝合金型材的氧化度-嘉立创FA官网
浏览量: 1746 发布于: 2025-10-16 14:55:40
一、先说明“氧化度”指什么
这里“氧化度”通常指阳极氧化层(anodizing)或表面氧化膜的质量——包括膜厚、附着力、均匀性、致密性(孔隙)、颜色/光泽与耐蚀性。检验时要分为现场快速判别与实验室定量检测两类方法。
二、现场快速检查
- 目视与手感:观察表面颜色是否均匀、有无色差、橘皮、斑点或起泡;用手触摸是否有明显粗糙 / 刮痕。
- 硬度/耐划试验:用指甲或硬度笔轻划,判断装饰层是否易掉色或被划透(仅为初筛)。
- 吸盘/磁纸试验:对比是否有明显附着变化(装饰氧化层通常非磁性材料仅作辅助判断)。
- 纸胶带剥离法(快验附着):贴抗撕胶带后迅速撕下,检查有无明显剥落(简单现场判断,但不标准化)。
- 膜厚表(涡流/磁测厚仪):便携涡流式测厚仪可在现场快速读出氧化层厚度(μm级),适合批量抽检。
三、实验室定量检测
- 膜厚测量(非破坏、破坏两种)
- 非破坏:涡流式膜厚仪(eddy current)——常用于阳极氧化层,快速、精确到μm级。
- 破坏(截面法):将样品切割、镶嵌、抛光后在光学显微或金相显微镜下测膜层厚度(用于验证涡流读数或复杂涂层)。
- 附着力测试
- 网格划格/剥离法(按ASTM D3359/ISO 2409思想):用刀具切格、贴胶带剥离,按剥落程度评级。实验室执行更规范且有判定等级。
- 孔隙/致密性测试(渗透/电化学)
- 染色/渗透检测:用着色剂或银染法检查表面微孔、缝隙;
- 电化学阻抗/电导测试:评估膜层致密性与防护性(实验室常用)。
- 耐腐蚀性测试
- 中性盐雾试验(NSS,按ASTM B117或相应国标):评估氧化层在腐蚀环境下的表现。
- 耐磨/硬度检测
- 显微硬度或铸件表面硬度测试(如维氏、洛氏等)评估表面耐磨性(尤其是硬铬或特殊处理后)。
- 色差/光泽度测定
- 光谱色差仪与光泽度仪量化颜色与亮度均匀性,适用于装饰型材验收。
四、典型判定参考
- 装饰氧化膜厚:常见 5–15 μm(装饰);结构或耐蚀型 10–25 μm 或更高。
- 附着力:网格划格应达级别 ≥3~5(按ASTM/ISO标准判定,数值越高越好);
- 盐雾试验:装饰型材常要求无明显坑蚀/脱落 24–96h,严格场合更长。
- (以上为常见工程经验值,具体以合同/技术协议或厂家标准为准)
五、检验步骤
- 明确验收标准(合同或图纸的膜厚、色差、耐腐蚀等级);
- 批量抽样:按批次随机抽取若干件;
- 现场快速测厚并目视记录缺陷;
- 对可疑样品送实验室做截面观察、附着力、盐雾与色差测试;
- 出具检测报告并与标准比对,给出接受/返工/拒收结论。
六、常用仪器与试剂
- 便携涡流膜厚仪(μm读数)
- 光学显微镜 / 金相显微镜(截面观察)
- 划格刀、抗撕胶带(附着力预检)
- 中性盐雾试验箱(ASTM B117)
- 色差仪、光泽度仪
- 染色渗透剂或银染试剂(孔隙检测)
七、常见问题与处理建议
- 若膜厚不均:排查氧化槽电流分布、工件夹具接地与清洁工序;
- 若附着力差/起皮:检查前处理(脱脂、酸洗)是否彻底,或是否需要中间镀层(如镍);
- 若耐腐蚀差:考虑增厚阳极层、封孔强化或使用更耐蚀合金(如5xxx/6xxx系材质调整)。
嘉立创FA-机械电气零部件一站式采购商城,提供零部件同品质1:1低成本选型替代,价格公开透明欢迎比价,现货库存当天发货,自营加工工厂,品质/交期可控。产品涵盖:机械常用零部件、直线运动零件、传动零件、电子电气产品、紧固零件、铝型材等高品质零件。
相关产品
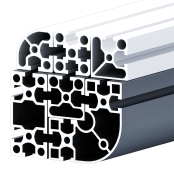
铝合金型材 欧标40系列 槽宽8.2 边长40/80/120/160 A6063-T5 喷砂氧化
型号:TXCL-H6-8080E-L50
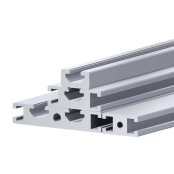
铝合金型材 欧标20系列 槽宽6.2 边长20/40/60/80 A6063-T5 喷砂氧化
型号:TXCJ-H7-2020E-L250
铝合金型材 欧标30系列 槽宽8.2 边长30/45/50/60/90/120/150 A6063-T5 喷砂氧化
型号:TXCK-H6-30150-L50
铝合金型材 欧标15系列 槽宽6.5/8.2 1515/1520/1530/1540
型号:TXCE-H6-1530D-L50
铝合金型材 国标40系列 槽宽8.3 边长40/80 A6063-T5 喷砂电泳
型号:TXCQ-4080-L50
通用铝合金型材 10系列 A6063-T5 喷砂氧化 8516/1020/1030/1050
型号:TXCD-H6-8516-L470
铝合金型材 国标30系列 槽宽6.3 边长30/60 A6063-T5 喷砂电泳
型号:TXCP-H6-3030B-L78
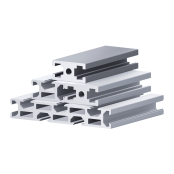
通用铝合金型材 20系列 A6063-T5 喷砂氧化 2040M/2040T/20120T
型号:TXCF-H6-2040T-L50
开关传感器安装座系列
型号:TXDG-619-L100-N2
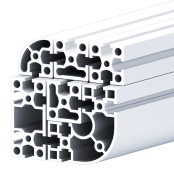
铝合金型材 欧标50系列 槽宽10.2 边长50/100 A6063-T5 喷砂氧化
型号:TXCY-H6-200200J-L50
资讯中心

版权所有 - 深圳嘉立创科技集团股份有限公司 粤ICP备11084592号 粤公网安备44030402005642号 增值电信业务经营许可证粤B2-20201198 ISO/IEC