直线运动零件
导向轴 转轴 导向轴支座

机器人末端
电动夹爪 气动夹爪 柔性夹爪
传动零部件
同步轮 同步带 联轴器
定位零件
固定环 悬臂销/铰链销 分度销/快卸销
电机驱动
伺服电机 伺服/步进线束 步进电机/步进驱动器
气动元件
气源处理元件 气缸 控制阀/汇流板
门部零件/脚轮/脚杯
手柄 把手 手轮
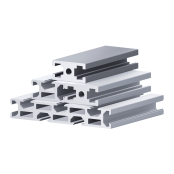
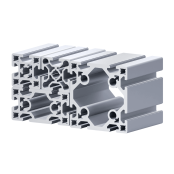
铝型材及配件
铝型材 倍速链系列型材 机械防护栏
-
输送线
输送机 输送机配件
弹簧/磁铁/键
弹簧 氮气弹簧 磁铁
紧固零件
螺钉 螺栓 螺母
低压电气
按钮开关/指示灯/蜂鸣器 断路器/空气开关 插头/插座
工业控制
行程开关 微动开关 PLC
传感器/视觉
光电传感器 光源控制器/光源 视觉传感器/扫码枪/读码器
液压元件
液压油缸
电气辅材
压接端子 护线套 电缆线
模具配件
冲压模具标准件 塑胶模具标准件
工业用材料
聚氨酯类 橡胶类 隔热材料
工具/刀具/夹具
铣刀 丝锥 手动工具
 计算选型
计算选型
铝型材螺纹孔加工时注意事项-嘉立创FA官网
浏览量: 3114 发布于: 2025-06-18 15:01:35
一、铝型材螺纹孔的重要性概述
螺纹孔是铝型材结构连接中常用的固定方式,广泛应用于工业框架、自动化设备、电子机壳等结构件的装配。由于铝材材质偏软,加工时稍有不慎,极易造成滑牙、变形、脱扣等问题。因此在加工前需掌握规范的操作流程与注意要点,确保产品装配强度与使用寿命。
二、铝型材螺纹孔加工的关键注意事项
1. 选择合适的孔径与螺纹规格
应根据标准螺丝规格预留合理的底孔直径,例如:M6螺纹的标准底孔为5.0mm。孔径过大易导致牙纹浅、滑牙;孔径过小则易折断丝锥。
2. 确保定位精准
螺纹孔多用于型材端面、侧面或连接部位,孔位偏差可能影响组装配合。建议使用CNC数控机床或高精度钻孔夹具进行钻孔定位,避免手动打孔误差。
3. 控制攻丝力度与速度
铝合金材质延展性好,但硬度低,攻丝时必须避免用力过猛或攻速过快,以免产生“粘刀”、“拉毛”或螺纹塌陷现象。推荐使用专用铝用丝锥与较低转速进行加工。
4. 加强润滑与冷却处理
攻丝过程中摩擦热较大,易导致丝锥粘屑或螺纹变形。应使用切削液、脱模油或专用攻牙润滑剂,并注意清除铝屑,防止二次切削伤害螺纹完整性。
5. 避免端部开裂与孔边塌陷
对于壁厚较薄或孔距边缘过近的型材,应事先评估其承载能力。建议设计时保持边缘距离≥1.5倍螺纹直径,并可使用套管加强连接区域。
三、加工后质量检查要点
- 用螺纹规或标准螺丝试装检查顺畅度;
- 检查孔口毛刺、滑丝、塌边情况并及时修整;
- 对精密螺纹建议采用通止规检测,确保内螺纹完整。
嘉立创FA-机械电气零部件一站式采购商城,提供零部件同品质1:1低成本选型替代,价格公开透明欢迎比价,现货库存当天发货,自营加工工厂,品质/交期可控。产品涵盖:机械常用零部件、直线运动零件、传动零件、电子电气产品、紧固零件、铝型材等高品质零件。
相关产品
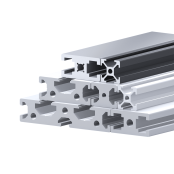
铝合金型材 欧标40系列 槽宽8.2 边长40/80/120/160 A6063-T5 喷砂氧化
型号:TXCL-H6-8080E-L50
铝合金型材 欧标20系列 槽宽6.2 边长20/40/60/80 A6063-T5 喷砂氧化
型号:TXCJ-H7-2020E-L250
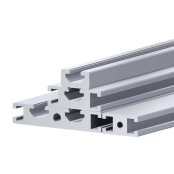
铝合金型材 欧标30系列 槽宽8.2 边长30/45/50/60/90/120/150 A6063-T5 喷砂氧化
型号:TXCK-H6-30150-L50
铝合金型材 欧标15系列 槽宽6.5/8.2 1515/1520/1530/1540
型号:TXCE-H6-1530D-L50
铝合金型材 国标40系列 槽宽8.3 边长40/80 A6063-T5 喷砂电泳
型号:TXCQ-4080-L50
通用铝合金型材 10系列 A6063-T5 喷砂氧化 8516/1020/1030/1050
型号:TXCD-H6-8516-L470
铝合金型材 国标30系列 槽宽6.3 边长30/60 A6063-T5 喷砂电泳
型号:TXCP-H6-3030B-L78
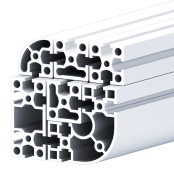
通用铝合金型材 20系列 A6063-T5 喷砂氧化 2040M/2040T/20120T
型号:TXCF-H6-2040T-L50
开关传感器安装座系列
型号:TXDG-619-L100-N2
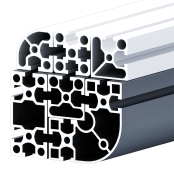
铝合金型材 欧标50系列 槽宽10.2 边长50/100 A6063-T5 喷砂氧化
型号:TXCY-H6-200200J-L50
资讯中心

版权所有 - 深圳嘉立创科技集团股份有限公司 粤ICP备11084592号 粤公网安备44030402005642号 增值电信业务经营许可证粤B2-20201198 ISO/IEC