

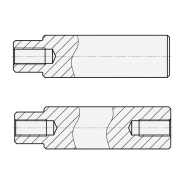
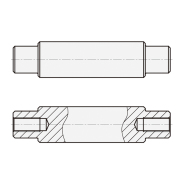
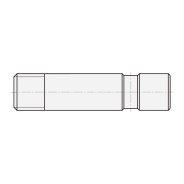
实心导向轴 两端内螺纹型 轴身不加工/带扳手槽型 f8
- 表面处理:
- 镀硬铬
- 轴端形状:
- 两端内螺纹型
- 轴公差:
- f8
- 精度等级:
- 普通级
- 类型:
- 标准型
- 基础形状:
- 直杆型
- 轴端加工(左):
- 内螺纹
- 轴端加工(右):
- 内螺纹
配套商品





相似商品















- 产品简介
- 产品特点
- 性能参数
- 注意事项
导向轴是一种高精度轴类产品,可与直线轴承、无油衬套和其他衬套类产品进行配合使用,不仅拥有优异的耐磨损性,同时还能选择多样的可选加工方案。
特点1: 具有高精度的尺寸公差和形位公差,被广泛应用于医疗、汽车、半导体、锂电等行业设备中。
特点2: 选用具有优异耐磨损性的材料进行高频淬火处理,如SUJ2、SUS440C或同等高硬度耐蚀钢,增强耐磨性的同时仍保持了原有的韧性。
特点3: 提供多样的可选加工方式,以满足不同的应用场景。
特点4: 具有优异的线性导向功能,通常与直线轴承产品进行配合使用,相较于一般的轴和衬套结构,即使是高速往复运动,也不会有很大的磨损。
特点5: 轴外表面采用了镀硬铬处理,不仅提升了轴的防锈性能,而且镀层硬度可达到HV850,在与高硬度工件配合的情况下,不会被轻易磨损。
导向轴一般采用镀铬棒或冷拉棒表面氧化处理,在设备模块中主要起导向作用,不同的用途下,与不同的零部件配合使用。导向轴的一般用途分别有:用于直线运动、用于旋转用途以及作为支柱使用。
根据不同的使用途径中,导向轴通常与不同的零部件配合使用:
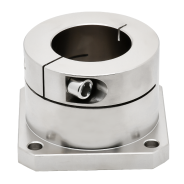
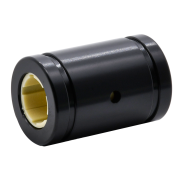
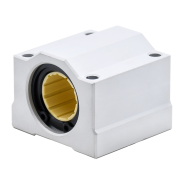
(1)在直线运动中,导向轴一般搭配直线轴承、导向轴支座、无油衬套等一起使用。
与直线轴承配合构成直线运动机构与直线轴承配合使用时,可使用g6、f8公差的热处理导向轴。
与无油衬套配合使用时可使用f8公差的热处理导向轴 。
(2)作为旋转用途使用时,一般配套使用的有轴承、同步带轮、联轴器。
(3)当导向轴作为支柱使用时,一般则搭配支柱固定夹、底座、固定环使用。
导向轴的用途主要有:
(1)用于垂直方向上的轻载,短距离,低频率,低速度的导向轴,对于轴的公差(h8)、直线度、圆度的要求较低,偏中精度用途。
(2)用于水平方向的高速,长距离,重负载的高频运动,对于轴的公差(g6标准型/g6精密型)、直线度、圆度的要求较高,偏高精度、耐久重载用途。
(3)使用f8公差的热处理导向轴与无油衬套配合使用,表面镀硬铬适合面接触的滑动。
防锈方法:造成金属腐蚀的原因有许多,有内在因素和外在因素,参考以下方法减缓金属生锈:
| 金属腐蚀的因素 | 防锈对策 | |
| 1 | 化学成分和结构 | 采用防锈能力较强的材料,一般情况下防锈能力:SUS440C>SUJ2>S45C |
| 2 | 使用温度及湿度影响 | 环境温度和湿度越高,金属越易腐蚀,建议保持低湿度、温度的环境。 |
| 3 | 金属的表面处理 | 采用防锈能力较强的表面处理,对于防锈要求比较高的场景,选择镀硬铬处理的导向轴 |
| 4 | 金属表面光洁度 | 加工选择精度较高的产品 |
| 5 | 与金属表面接触的介质成分 | 避免与易使材料生锈的介质接触,如手汗、酸性介质。定期喷涂防锈油,如需长期存放,可使用高压筒袋喷油后,抽真空密封。 |
一、硬度
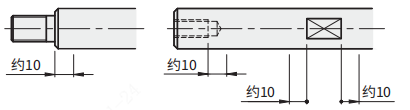
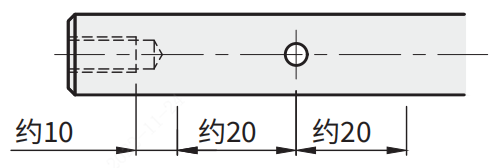
1、轴端加工部分(有效螺纹长度+10mm左右)可能会因加工的退火效应而导致硬度降低;
2、所有外螺纹;
3、所有台阶;
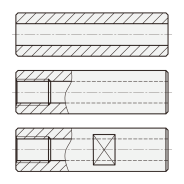
4、所有内螺纹;
5、所有扳手槽位;
7、挡圈槽、键槽、锥形、内六角孔、扳手槽可选加工;
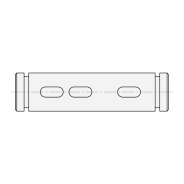
8、通孔型、平面可选加工;
9、V型槽可选加工;
10、带通孔导向轴的材质为SUJ2时,加工部前后约20mm的范围内可能会降低硬度。
注:以上加工部可能因上述加工而导致退火使局部硬度降低。
二、表面处理
除特别要求全长热处理或全长表面处理的导向轴外,常规导向轴的热处理硬度或表面处理仅指下图示例中带的 外圆部,其它部分(台阶部、内螺纹部、外螺纹部、扳手槽部、孔内部、可选加工部等)无淬火层和硬铬层。
外圆部,其它部分(台阶部、内螺纹部、外螺纹部、扳手槽部、孔内部、可选加工部等)无淬火层和硬铬层。
三、表面硬化层
淬火型导向轴根据不同外径尺寸,硬化层的深度值会有所不同,具体参考下表:
外径(D) | 有效硬化层深度 | ||
SUJ2 | SUS440C | S45C | |
3~10 | ≥0.4 | ≥0.4 | ≥0.3 |
12~13 | ≥0.6 | ≥0.5 | |
15~20 | ≥0.6 | ||
≥25 | ≥0.8 | ≥0.8 | |
四、导向轴键槽尺寸
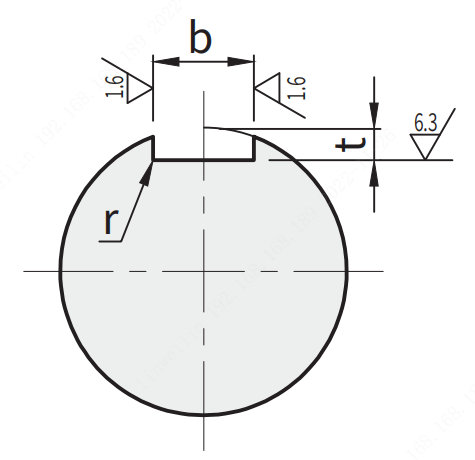
轴径 | b | t | r | ||
| 公称尺寸 | 公差(N9) | 公称尺寸 | 公差 | ||
| 6 | 2 | -0.004 -0.029 | 1.2 | +0.1 0 | 0.1 |
| 8~10 | 3 | 1.8 | |||
| 11~12 | 4 | 0 -0.030 | 2.5 | ||
| 13~17 | 5 | 3.0 | 0.2 | ||
| 18~22 | 6 | 3.5 | |||
| 23~30 | 8 | 0 -0.036 | 4.0 | +0.2 0 | |
| 31~38 | 10 | 5.0 | 0.3 | ||
| 39~44 | 12 | 0 -0.043 | |||
| 45~50 | 14 | 5.5 | |||